
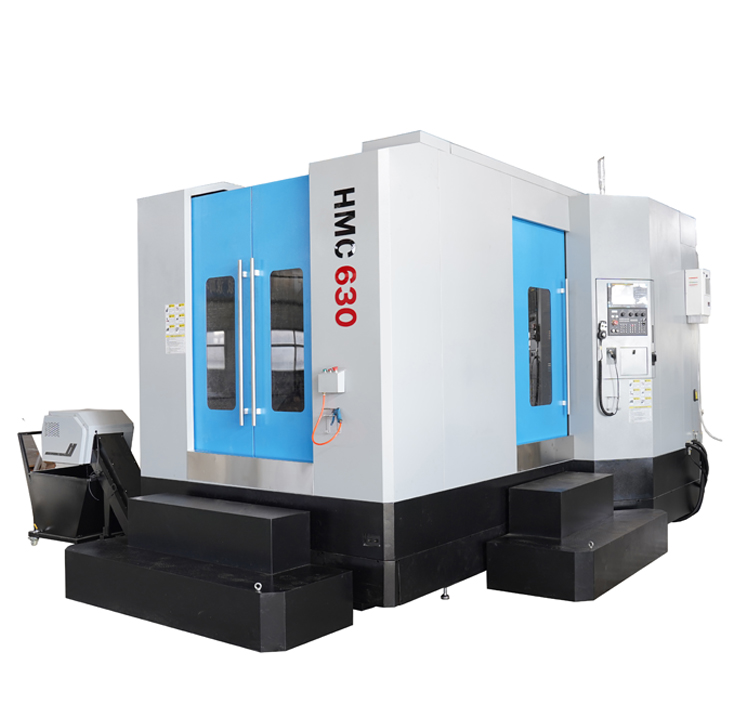
HMC1000 CNC Horizontal Machining Center
Izici
I-1.X,Y,Z isebenzisa izindlela zokuqondisa ezisindayo, ezithuthukisa ukuqina komshini;
2.Ukusebenzisa isikulufu somthofu esithuthukisiwe samazwe ngamazwe esithuthukile kuthuthukisa ukunemba kokuma kwethuluzi lomshini.
I-3.60m/min isivinini sokuphakelayo esisheshayo sinciphisa isikhathi sokwenza imishini futhi sithuthukise ukusebenza kahle kwemishini;
4.Ithuluzi lomshini lamukela umbhede obalulekile omise okuka-T, futhi isakhiwo sinengqondo ngokwengeziwe ngokuhlaziywa kwezinto ezinomkhawulo enqubweni yokuklama;
5.with advanced Fanuc 0i MF noma Siemens uhlelo; ukuzinza okusezingeni eliphezulu, isivinini esisheshayo;
6.I-B-axis servo motor ishayela itafula ukuze lijikeleze ngokuncishiswa kwegiya lezikelemu.
I-7.Ithebula le-Rotary elinomsebenzi wokukhomba okuzenzakalelayo, ukubeka ipuleti lezinyo kanye nokunemba kokubeka okuphezulu.
I-8.Spindle ithatha i-direct drive spindle, isivinini esikhulu, akukho ukudlidliza, ukunemba okuphezulu kokucubungula
9.I-headstock lift isebenzisa isilinda sebhalansi ye-nitrogen-hydraulic, ethuthukisa ijubane lokuphendula lokuphakamisa;
10.Ithuluzi lomshini lifakwe ikhava yokuvikela ujantshi evaliwe, futhi ikhava yokuvikela isiqondiso se-X kanye ne-Y isebenzisa ikhava yokuvikela yohlobo olubalulekile, ethuthukisa izinga lokuvikela lethuluzi lomshini, ivikele ngempumelelo isitimela esiqondisayo nesikulufu sokuhola, futhi andise impilo yaso yesevisi;
I-11.Ithuluzi lomshini lithatha isivikelo sangaphandle esivalwe ngokugcwele ukuze kuvinjwe i-spatter yokusika uketshezi ngesikhathi somshini osheshayo.
12.Isistimu yokusebenza isekelwe phansi, okuyinto elula kubasebenzisi ukuyisebenzisa futhi ivikela kakhulu ukuphepha komsebenzisi.
I-13.Ingxenye yangaphambili yomshini ifakwe umnyango onokuvulwa okukhulu ukuze kube lula opharetha ukushintsha umsebenzi wokusebenza.
14.Umshini ufakwe iphephabhuku lethuluzi lomkhiqizo elidumile laseTaiwan, umagazini wamathuluzi angama-40pcs, i-ATC.
15.Ithuluzi lomshini lifakwe uhlelo lokuthambisa oluzenzakalelayo. Ilawulwa yi-PLC ezimele futhi isabalalise ngokuzenzakalelayo uwoyela ngokuya ngebanga lokusebenza, okunciphisa kakhulu ukumoshwa kwe-lubricant futhi igweme ukwehla kwempilo yesikulufu sokuhola kanye nomhlahlandlela womugqa ngenxa yokuntuleka kokuthambisa.
16.Kukhona idivayisi yokukhipha i-chip ezenzakalelayo phakathi nombhede womshini. I-chain plate chip conveyor ikhipha ama-iron chips ngaphansi kwe-spindle kuya kusidluliseli se-chip sohlobo lwe-chain plate ngemuva kombhede. Ngemva kokuba i-chip conveyor yohlobo lwe-chain plate iphakanyisiwe, ama-chips ensimbi aqoqwa eqoqweni le-chip Emotweni, ukushisa okusalayo kumafayili ensimbi kususwa ngokushesha, futhi ukunemba kwethuluzi lomshini kuzinzile.
18.Isitimela esingemuva sombhede sinyathelwa, sinengaphambili eliphansi kanye nemuva eliphezulu, kanye nomehluko omkhulu wokuphakama, ongakwazi ukunciphisa kuphela isisindo sezingxenye ezihambayo (amakholomu) futhi athuthukise isivinini sokuphendula sethuluzi lomshini, kodwa futhi asuse umzuzu wokuhlehla emuva wethuluzi lomshini ngesikhathi sokusika nokuthuthukisa ukuzinza komshini wethuluzi lomshini.
Imininingwane
| Imodeli | I-HMC1000 |
| Ukuhamba kwe-X-eksisi | 2200 mm |
| Uhambo lwe-Y-eksisi | 1400mm |
| Uhambo lwe-Z-eksisi | 1200mm |
| Usayizi wethebula | 1000*1000mm |
| Izinkomba zethebula lomsebenzi | 1°*360 |
| T slot usayizi | 125×22×6mm |
| Ubukhulu. Kulayishwa ithebula lomsebenzi | 6000kg |
| Spinlde isikhungo etafuleni | 350-1550 mm |
| Ikhala lokuphotha endaweni yetafula | 100-1300 mm |
| I-spindle taper | I-BT-50 |
| Ububanzi be-spindle | 6000rpm |
| Amandla e-spindle | 15/18.5KW |
| Ukusika isivinini | 1-8000 mm/min |
| X/Y/Z isivinini esisheshayo | 24/24/24m/min |
| X/Y/Z ukunemba kwesikhundla | 0.015 |
| Ukuphindaphinda | 0.008 |
| Ukubeka ukunemba kwe-eksisi engu-B | +10” |
| I-ATC | 24pcs(kuyakhetheka 30pcs/40pcs 60pcs) |
| Isikhathi sokushintsha ithuluzi | 5S |
| Ubukhulu. Isisindo sethuluzi | 18kg |
| Ubukhulu. I-Dimeter yethuluzi | φ80/φ150mm |
| Ubukhulu. Ubude bethuluzi | 400mm |
| Isisindo sokugaya | 20000Kg |
| Ubukhulu bomshini | 6800×5200×3800mm |





